
Operational
We strive to improve our performance annually across key environmental metrics to deliver superior value to all stakeholders. Our goals and practices associated with greenhouse gas emissions, energy intensity, recycling and water use demonstrate our commitment to best-in-class performance and reducing our operational footprint.
GREENHOUSE GAS EMISSIONS & ENERGY INTENSITY
We are committed to reducing our carbon footprint through the reduction of greenhouse gas (GHG) emissions. In 2024, we reduced combined Scope 1 and 2 thanks to continued investment in energy Efficiency projects within our operations.
Absolute Metric Tons CO2e of GHG
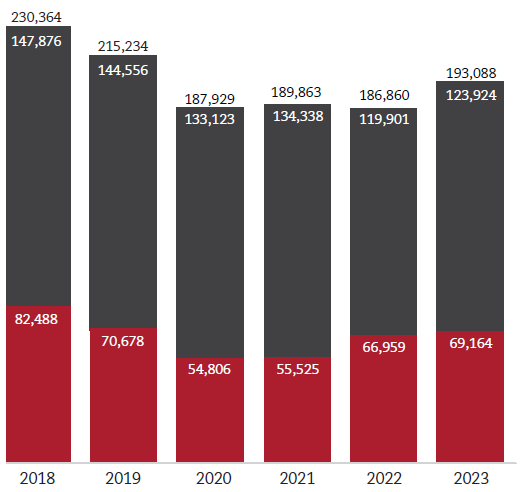
2025 Goal
10% Reduction
in Scope 1 and 2 GHG emissions by 2025
Our Progress
18% Reduction
from 2018 to 2024
- Scope 1
- Scope 2
RECYCLING & LANDFILL AVOIDANCE
We aspire to achieve zero waste from our operations. Our waste management program prioritizes a "reduce, reuse and recycle" approach to divert waste from landfills, leverage waste as a resource, and increase recycling in our operations.
This includes expanding the use of our waste as a feedstock for third parties and introducing collection and handling systems that allow us to capture and reuse materials. We measure the percentage of all waste that we can reuse or recycle, the percentage of permissible waste1 that can be diverted from landfills, and the percentage of hazardous waste.
- Permissible waste is waste that is non-hazardous (per the local country definition).
Total Recycling & Landfill Avoidance Rates
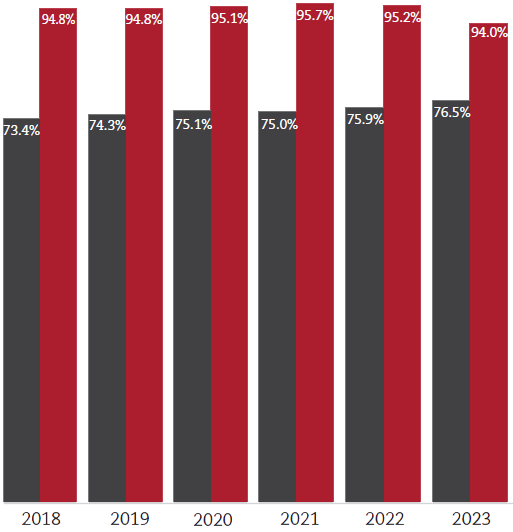
2025 Goal Landfill Avoidance
97%
Our Progress
95.6%
2025 Goal Waste Recycling
80%
Our Progress
78.4%
- Total Recycling Rate
- Landfill Avoidance Percentage
WATER MANAGEMENT
Water is an important natural resource and we acknowledge our responsibility to manage water carefully. Water is predominantly used in our consumable manufacturing processes. We monitor and measure absolute water use and water intensity (cubic meters of water used per hour worked).
Water Withdrawal (cubic meters)
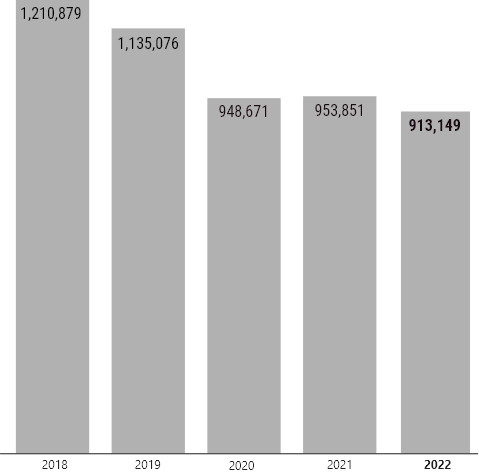
2025 Goal
14% Reduction
in water withdrawal by 2025
Our Progress
29% Reduction
from 2018 to 2024

In our new facility in Torreon, Mexico, we added skylights to offset electricity consumption associated with lighting. Because skylights are located on the roof, they can result in unwanted additional heat in summer and loss of heat from the inside in the winter. To make skylights more energy efficient, we used skylights with heat-absorbing tints, insulated glazing and low-emissivity (low-e) coatings. Energy efficiency was considered in other elements of construction, including: the incorporation of LED lighting, motion sensors, variable speed drives for manufacturing lines and high- efficiency air compressors.

In 2024, our Bielawa, Poland, facility showcased that even small actions and improvements can add up. The first project undertaken was to upgrade the lighting system to LED lighting, which not only uses less energy but can also provide better illumination. The site also added occupancy sensors to certain rooms and created a program for certain portions of the facility to have its lighting turned off during break periods. These actions are easily replicable in other facilities and led to savings of approximately 400 tons of CO2e and over $200,000 per year.

In our Mentor, Ohio, facility, our copper plating process for welding wire was improved, reducing the amount of non- hazardous water treatment filter cake generated. A new vision system is being used on production lines to reduce over- plating of the wire. Less plating results in less waste materials that need to be treated and disposed of as filter cake.

Supporting its ISO 14001 efforts, our Burlington, Canada, facility located a vendor that could compost organic waste. We switched to compostable coffee pods, cups, cutlery and bags along with providing bins for organic waste streams to segregate them for easy pickup.
This change achieved our landfill avoidance goals, reduced disposal by 402 kg per month, and reduced greenhouse gas emissions, while producing fertilizer.
Our facility in Columbus, Ohio, improved a washline operation by reducing the temperature of the operation from 160F to 100F. As a result, the water-based chemicals used did not breakdown as quickly and electrical usage was also reduced. Benefits included less frequent chemical handling by operators, lower raw material usage ($119,000/yr savings), lower electrical usage and lower risk of burns from the process.

In Sao Paulo, Brazil, with the aim of reducing employee exposure to acid vapors as well as the consumption of acids (sulfuric and phosphoric) and water, operations teams worked to eliminate the use of sulfuric acid from the finishing step of the high silver alloys product. Benefits include employee exposure reduction and chemical use elimination while maintaining product performance. 75 kg. of acid use is eliminated per year, as well as the water used to treat this acid.